LG-900 függőleges automata centrifugális gép





Leírás
Lg-900 függőleges automata centrifugális gép, ez a modell négylábú felfüggesztést alkalmaz, rugóval felszerelt, gumipárna jobb rezgésvédelmi hatással rendelkezik.A tengely felső része indítókerék-szerkezettel van felszerelve, PLC frekvenciakonverziós sebességszabályozással, indításkor, hogy a belső szárítószita fokozatosan felgyorsuljon, ne terhelje túl a motort.A belső lengő - száraz képernyő kiegyensúlyozott és biztonságos.Magas kiszáradási sebesség, nagy kapacitás, a belső lengőszárító szita kiváló minőségű rozsdamentes acélból készült, strapabíró.Magas kiszáradási sebesség és nagy kapacitás.Zöldségekben, élelmiszerekben, gyógyászatban, környezetvédelemben és más iparágakban ideális dehidratáló berendezés.

Szerkezeti jellemzők
A gép a növényi feldolgozó anyagok műszaki paraméterein, a frekvenciakonverziós technológia és az elektromos érzékelési technológia alkalmazásán alapul a munkaidő, a munkasebesség és az indítás, leállítás vezérlésének eléréséhez;Jellemzői a biztonságos és megbízható működés, az egyszerű működés, az alacsony zajszint, a magas termelés és így tovább.
A hajtásvezérlő rendszer kiváló minőségű frekvenciaváltó szabályozóból és elektromos érzékelőből és egyéb vezérlőelemekből áll.A működési idő és a sebesség könnyen állítható, a sebességváltó pedig megbízható.A működési sebességet a gép megengedett tartományán belül kell beállítani, a legnagyobb fordulatszám 1400 ford./perc.
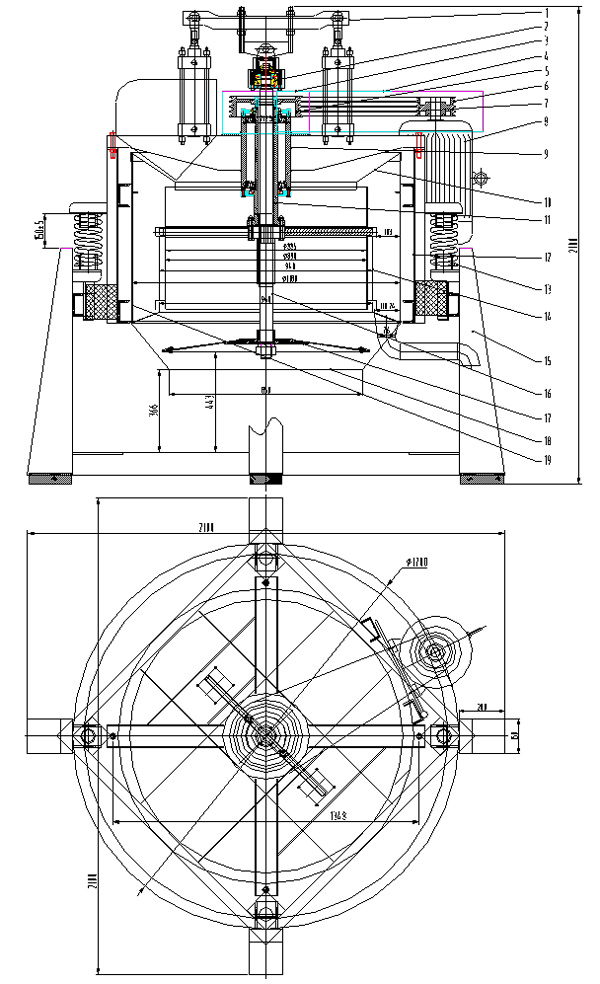
1. A centrifugális szivattyúzó gép támasztéka 4 láb támasztó felfüggesztés szerkezet, a 4 láb támasztópárna pedig kiváló minőségű vastag gumilemez.A lengőkanál támasztékot 4 kiváló minőségű nagy átmérőjű hengeres spirális nyomórugó és 4 kiváló minőségű vastag gumilemez köti össze az alsó alappal, amelyek működés közben elkerülhetik a forgó szita terhelési kiegyensúlyozatlansága által okozott lábrezgést.
2. A héj és az anyaggal való érintkezés rozsdamentes acélból készült.
3. Az orsó hőkezelés és kikészítés után kiváló minőségű acélból készül.
4. A meghajtó rész háromszög szíjhajtást alkalmaz, a frekvenciaváltó motor közvetlenül meghajtja a centrifugális indítókereket, a PLC-vezérlés a gépet lassan indíthatja el, fokozatosan elérheti a tervezési sebességet, hogy biztosítsa a gép működésének egyensúlyát.
5. Etetés, kisütés az alsó végén a forgó tengely és egyéb anyag lemez fel és le cselekvés elérése érdekében.
6. A forgó tengely emelése φ125 nagy átmérőjű hengeres pneumatikus vezérléssel, kisütéssel van 2 légfúvóka, amelyet mágnesszelep vezérel, ferde fúvó és szárító képernyő fala, fújva tiszta.
7. A gép forgását, emelését, pneumatikus fújását és egyéb műveleteket az elektromos vezérlődoboz PLC embere vezérli.
Útmutató az ipari centrifugális gépekhez
1. Etetés: a folyamatemelő előtt, időzített adagolás, ekkor a gép főtengelye alacsony fordulatszámon forog (kb. 300r/perc), az anyaglemez zárva, az anyag egyenletesen eloszlik az anyaglemezen.Az anyag egyenletesen és egyenletesen oszlik el a szitán, ügyelve az egyensúlyra, az egyenletességre és a túlterhelés elkerülésére.
2. Körülbelül 30-90 másodperces adagolás után a frekvenciaváltó motor fordulatszáma fokozatosan 1200 r/min-re emelkedik alacsony fordulatszámú forgásról.Amikor a gép eléri a normál működést, a kimeneti cső elkezd nagy mennyiségben vizet adni.
3. Az orsó nagy sebességű forgása körülbelül 90 másodperc, alapvetően nincs víz kifolyása a kimeneti csőben, orsó forgása nagy sebességről alacsony fordulatszámra (körülbelül 300 r/perc), hengerműködés és egyéb anyagok lemez leeresztése, mágnesszelep működésű levegő fúvóka ferde fújás és száraz szitafal, légfúvóka tiszta falanyag fújása, a folyamat körülbelül 30 másodpercet vesz igénybe.
4. Az orsót alacsony fordulatszámú fordulatszámról közepes fordulatszámra (kb. 600r/perc) dobja ki az anyaglemezen a maradék anyagot, a folyamat kb. 20 másodpercig tart.
5. A szárítás vége, kisütés az emelőig a következő folyamathoz.A teljes folyamat körülbelül 4 percet vesz igénybe, és a ciklus automatikus.
6. Az egyes fenti műveleti lépések ideje, sebessége és egyéb paraméterei a PLC ember-gép interfészen állíthatók be és állíthatók be a gyártási folyamatnak megfelelően.





